Tehnološki procesi izdelave s ciljnim dodajanjem materiala (angl. additive manufacturing – AM) se pospešeno uveljavljajo v hitrem prototipiranju in izdelavi geometrijsko zahtevnih izdelkov. Z optimizacijo zaporedja dodajanja je mogoče doseči bolj homogeno temperaturno polje in s tem zmanjšati temperaturne gradiente ter lokalno pregrevanje varjene strukture. Slednje namreč dokazano negativno vpliva na razvoj zaostalih napetosti in deformacij v izdelku.
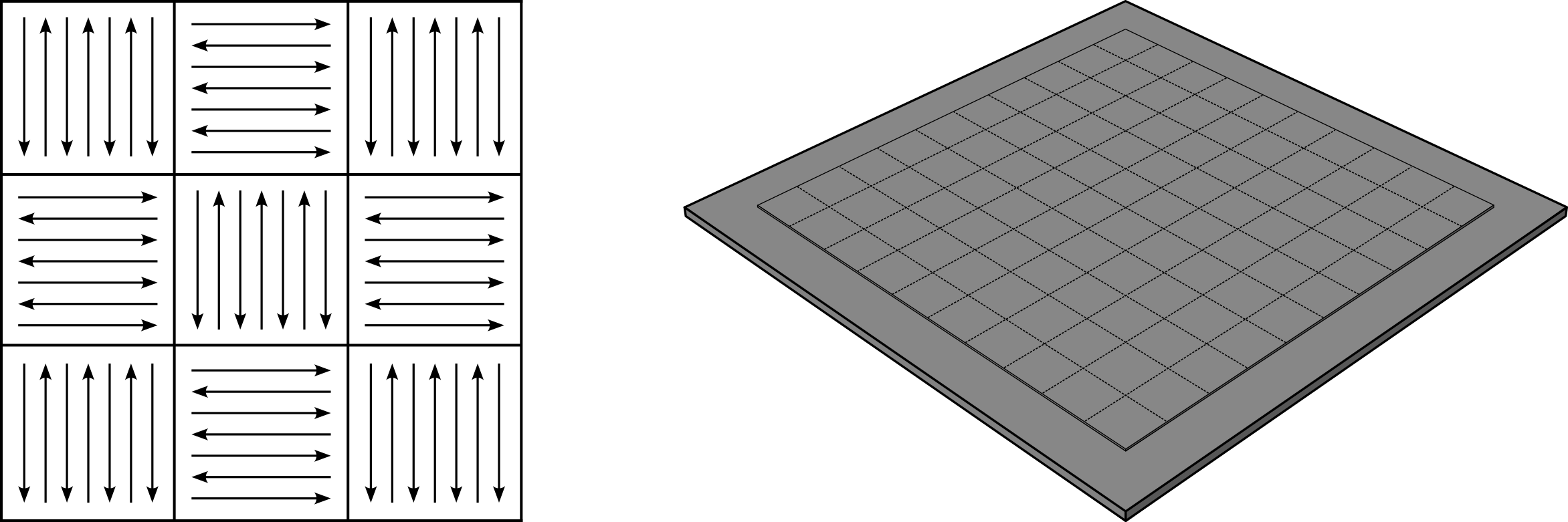
Optimizacija je bila izvedena na primeru L-PBF procesa (angl. laser powder bed fusion) in strategije skeniranja v obliki šahovnice (slika levo). Ta strategija je pogosto uporabljena na komercialnih industrijskih napravah in normalno poteka v naključnem vrstnem redu, ravno z razlogom poskusa homogenizacije temperaturnega polja. S pomočjo optimizacije zaporedja dodajanja, je učinek te strategije mogoče bistveno izboljšati.
Prostorski geometrijski model, prikazan na sliki desno, zajema osnovno ploščo z dimenzijami 60,0 x 60,0 x 1,0 mm in eno plast dodajnega materiala razdeljeno na polje 10 x 10 segmentov. Pri čemer so dimenzije posameznega segmenta 5,0 x 5,0 x 0,1 mm. V modelu so upoštevane temperaturno odvisne snovne lastnosti nerjavnega jekla in realni procesni parametri.
Z razvitim algoritmom smo, na osnovi simulacije termo-mehanskega odziva z MKE, uspeli generirati poseben vzorec nanašanja segmentov v obliki šahovnice, ki rezultira v bolj homogenem temperaturnem polju in posledično manjših deformacijah strukture pri ohlajanju. Animacija razvoja temperaturnega polja pri optimiziranem zaporedju dodajanja segmentov je prikazana v spodnjem posnetku.